Change Language :
Gleitlager - Einbau und Toleranzen


Welche Toleranz für die Aufnahmebohrung?
iglidur Gleitlager sind Einpressbuchsen, die mit Übermaß in eine H7-tolerierte Aufnahme eingepresst werden. Für die Wellen wird mindestens eine h9 Toleranz empfohlen. Ihr Innendurchmesser stellt sich erst nach dem Einpressen in die H7-Aufnahmebohrung ein. Das Einpressübermaß kann bis zu 2 % des Innendurchmessers betragen. Dadurch wird der sichere Presssitz der Buchsen gewährleistet. Axiale und radiale Verschiebungen in der Aufnahme werden somit sicher vermieden.
Die Bohrung im Gehäuse sollte für alle Lager in der Toleranz H7 gefertigt und möglichst glatt und angefast sein. Die Montage erfolgt mit einem ebenen Stempel. Die Verwendung von Zentrier- oder Kalibrierdornen kann zur Beschädigung der Lager und zu einem größeren Spiel führen.
ISO-Toleranzsystem für iglidur Gleitlager [mm]
| Durchmesser d1 | Gehäuse H7 | Welle h9 | E10 (Toleranzen nach ISO 3547-1) | E11 (Toleranzen nach ISO 3547-1) | F10 (Toleranzen nach ISO 3547-1) | D11 (Toleranzen nach ISO 3547-1) |
|---|---|---|---|---|---|---|
| bis 3 | +0,000 +0,010 | –0,025 +0,000 | +0,014 +0,054 | +0,014 +0,074 | +0,006 +0,046 | +0,020 +0,080 |
| > 3 bis 6 | +0,000 +0,012 | –0,030 +0,000 | +0,020 +0,068 | +0,020 +0,095 | +0,010 +0,058 | +0,030 +0,105 |
| > 6 bis 10 | +0,000 +0,015 | –0,036 +0,000 | +0,025 +0,083 | +0,025 +0,115 | +0,013 +0,071 | +0,040 +0,130 |
| > 10 bis 18 | +0,000 +0,018 | –0,043 +0,000 | +0,032 +0,102 | +0,032 +0,142 | +0,016 +0,086 | +0,050 +0,160 |
| > 18 bis 30 | +0,000 +0,021 | –0,052 +0,000 | +0,040 +0,124 | +0,040 +0,170 | +0,020 +0,104 | +0,065 +0,195 |
| > 30 bis 50 | +0,000 +0,025 | –0,062 +0,000 | +0,050 +0,150 | +0,050 +0,210 | +0,025 +0,125 | +0,080 +0,240 |
| > 50 bis 80 | +0,000 +0,030 | –0,074 +0,000 | +0,060 +0,180 | +0,060 +0,250 | +0,030 +0,150 | +0,100 +0,290 |
| > 80 bis 120 | +0,000 +0,035 | –0,087 +0,000 | +0,072 +0,212 | +0,072 +0,292 | +0,036 +0,176 | +0,120 +0,340 |
| > 120 bis 180 | +0,000 +0,040 | –0,100 +0,000 | +0,085 +0,245 | +0,085 +0,335 | +0,043 +0,203 | +0,145 +0,395 |
Unser meistgelesenes Whitepaper
Toleranzen, Montage, Vermessung
Warum ist ausgerechnet unser Whitepaper Kunststoffgleitlager: Toleranzen, Montage, Vermessung so beliebt? Weil es Schluss macht mit den häufigsten Fehlerquellen im Arbeitsalltag mit Kunststoffgleitlagern:
❌ Fehlerhafte Toleranzauslegung
❌ Falsch ausgemessene Gleitlager
❌ Beschädigung der Lager durch falschen Einbau
Im Whitepaper finden Sie unter anderem folgende Themen:
Toleranzauslegung für richtiges Lagerspiel
✅ Presssitz und Lagerspiel
✅ Feuchtigkeitsaufnahme
✅ Wärmeausdehnung von Kunststoff
✅ Empfohlene Toleranzen
So messen Sie Gleitlager aus Kunststoff richtig
✅ Gleitlager richtig messen
✅ Innendurchmesser prüfen
Kunststoffgleitlager richtig montieren
✅ Rolle der Einbautoleranzen
✅ Vorbereitung der Aufnahmebohrung
Empfohlene Toleranzen
Die Einbaumaße und Toleranzen der iglidur Gleitlager sind abhängig vom Werkstoff und der Wandstärke. Beim Werkstoff sind die Feuchtigkeitsaufnahme und die Wärmeausdehnung entscheidend. Gleitlager mit geringer Feuchtigkeitsaufnahme können mit kleinem Lagerspiel eingebaut werden. Für die Wanddicke gilt: Je dicker die Lager, desto größer muss das Lagerspiel sein.
Daraus ergeben sich verschiedene Toleranzklassen für iglidur Gleitlager. Mit diesen Toleranzen können iglidur Gleitlager entsprechend den Einbauempfehlungen im jeweils zulässigen Temperaturbereich und bei Luftfeuchtigkeiten bis 70 % betrieben werden. Bei höherer Luftfeuchtigkeit oder wenn die Lager unter Wasser betrieben werden, sind Werkstoffe mit geringer Feuchtigkeitsaufnahme zu bevorzugen.
Weitere Informationen finden Sie in unserem kostenlosen Whitepaper
Verschiedene Einpressmethoden
Hydraulisch oder mechanisch
Die häufigste Methode ist das mechanische Einpressen der Gleitlager mithilfe einer Handpresse. Dabei wird ein flacher Einpressstempel verwendet, mit dem das Gleitlager in die Aufnahmebohrung gepresst wird. Ein Zentrier- oder Kalibrierdorn sollte nicht verwendet werden, da dies unter Umständen zu Rissen entlang der Bindenaht und zu einem größeren Lagerspiel führen kann.
Ohne Presse
Wenn keine Presse zur Verfügung steht oder die Umstände den Einsatz einer Presse nicht zulassen, können die Gleitlager vorsichtig mit einem Gummihammer montiert werden. Ein Stück Holz zwischen Gleitlager und Holz kann helfen, die Lager vor Beschädigungen zu schützen.
Automatische Montage
Bei der Umsetzung einer (teil-)automatisierten Montage ist vor allem die korrekte Zuführung und Positionierung der Bauteile entscheidend. Es kann sinnvoll sein, die Bauteilgeometrie für den Prozess zu optimieren. Bei Kunststoffgleitlagern sind der Formgebung kaum Grenzen gesetzt. Geometrien mit konischen Durchmessern, Nuten oder Verdrehsicherungen sind kostengünstig realisierbar.

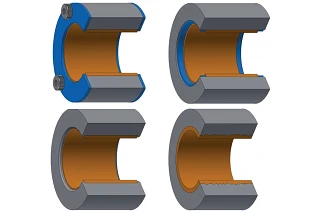
igutex Gleitlager nach dem Einschrumpfen
Einschrumpfen
Das Kühlen von Gleitlagern kann hilfreich sein, um Gleitlager leichter einpressen zu können. Mit Hilfe von flüssigem Stickstoff werden die Buchsen gekühlt, schrumpfen zusammen und sind daher leichter zu montieren. Vor dem Einschrumpfen müssen die Lager gründlich gereinigt und auf Beschädigung geprüft werden. Sind sie wieder erwärmt, dehnt sich das Material wieder aus und die Lager sitzen fest in der Aufnahmebohrung.
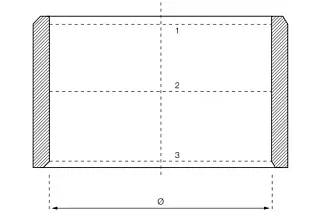
Die Lage der Messebenen (1, 2, 3 = Messlinien)
Lagersitz prüfen
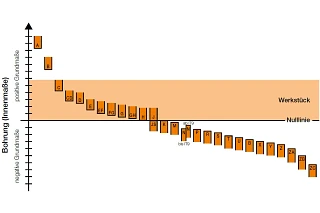
iglidur Gleitlager sind Einpresslager für Aufnahmen mit einer H7-Einheitsbohrung. Dieses Einpressen der Lager befestigt die Lager einerseits im Gehäuse, andererseits wird der Innendurchmesser der Gleitlager dadurch erst geformt. Die Prüfung der Lager erfolgt, eingebaut in der Bohrung mit Kleinstmaß, sowohl mit einer Messuhr als auch mit einem Lehrdorn:
- Eingepresst in die Bohrung muss die Gutseite des Lehrdorns das Lager leichtgängig passieren
- Mit Diatester muss der Innendurchmesser der Lager an den Messebenen im Mittel innerhalb der vorgegebenen Toleranz liegen (siehe nebenstehende Abbildung)
Axiale Sicherung
Tatsächlich „wandern“ Gleitlager aus der Aufnahmebohrung, wenn der Presssitz verloren geht. Gleitlager werden häufig durch Einpressen in eine etwas enger tolerierte Aufnahme befestigt. Unter mechanischer Spannung sitzt das Lager fest in der Bohrung. Verringert sich diese mechanische Spannung durch hohe Temperaturen oder dauerhafte Überschreitung der zulässigen Belastung, verringert sich auch der Presssitz.
Natürlich kann es auch vorkommen, dass die Fertigungstoleranzen der Aufnahmebohrung so ungenau sind, dass die Bohrung nicht ausreichend untermaßig ist. Auch in diesem Fall kann das Lager nicht genügend Spannung aufbauen, um einen Presssitz zu erzeugen. Die Folge ist extremer Verschleiß des Gleitlagers. Die Lösung des Problems ist eine axiale Sicherung des Gleitlagers. Welche Möglichkeiten es gibt, um Gleitlager axial zu sichern, erfahren sehen Sie in unserem Factsheet zum Thema "Axiale Sicherung".

Montage von igutex Faserverbundlagern
igutex Gleitlager können mit Hilfe eines flachen Stempels bzw. einer flachen Platte oder einem Einpressdorn eingebaut werden. Der Einpressdorn darf nicht scharfkantig sein. Ein Freistich am Bundübergang ist sinnvoll, um Beschädigungen zu vermeiden. Von der Montage durch Einschlagen, z.B. durch einen Hammer, wird abgeraten, da das Faserverbundgleitlager sonst beschädigt werden kann.
Gleitlager einkleben
Gleitlager werden in der Regel in die Aufnahmebohrung eingepresst oder verspannt. So sitzen sie fest in der Bohrung und drehen sich nicht ungewollt mit. Was aber, wenn dies aufgrund von Fertigungstoleranzen nicht möglich ist? Oder wenn das Gleitlager sogar mitdrehen soll?
Auch wenn es nicht zum Standardrepertoire vieler Gleitlager gehört - Kunststoffgleitlager können auch am Außendurchmesser gleiten. Deshalb werden Kunststoffgleitlager eingesetzt. Das Lager wird auf einen Bolzen gesteckt und soll sich dann - zusammen mit dem Bolzen - in etwas drehen oder auf etwas rollen. Kleben scheint eine gute Lösung zu sein. Aber Klebstoffe gibt es wahrscheinlich so viele wie Lagerwerkstoffe. Welcher ist der richtige?
Richtlinien bei der spanenden Bearbeitung
iglidur Gleitlager werden einbaufertig geliefert. Das umfassende Programm erlaubt in den meisten Fällen den Einsatz einer Standardabmessung. Wenn trotzdem eine nachträgliche Bearbeitung der Gleitlager nötig wird, zeigt die nebenstehende Tabelle die Bearbeitungsrichtwerte. Nach Möglichkeit ist jedoch die nachträgliche Bearbeitung der Gleitflächen zu vermeiden. Höherer Abrieb ist meist die Folge. Eine Ausnahme stellt z. B. iglidur M250 dar, das für nachträgliche Bearbeitung sehr gut geeignet ist. Bei den anderen iglidur Gleitlagern kann durch eine Montageschmierung den Nachteilen einer Gleitflächenbearbeitung entgegengewirkt werden.
| Verfahren | Drehen | Bohren | Fräsen |
|---|---|---|---|
| Schneidwerkstoff | SS | SS | SS |
| Vorschub [mm] | 0,1 ... 0,5 | 0,1 ... 0,5 | bis 0,5 |
| Freiwinkel | 5 ... 15 | 10 ... 12 | |
| Spannwinkel | 0 ... 10 | 3 ... 5 | |
| Schnittgeschwindigkeit [m/min] | 200 ... 500 | 50 ... 100 | bis 1000 |
Beratung
Gerne beantworte ich Ihre Fragen auch persönlich

Beratung
Video-Beratung per Microsoft Teams:
Buchen Sie Ihren Termin für eine Video-Beratung per MS Teams hier.
Chat-Service:
Montag – Donnerstag: 8 – 17 Uhr
Freitag: 8 – 16:30 Uhr
Persönlich:
Montag – Donnerstag: 8 – 17 Uhr
Freitag: 8 – 16:30 Uhr